 Since it becomes a part of the metal itself and will not chip, peel, crack or flake — Armatech is a popular coating. When run through standard bend tests, it continues to resist these issues as well.
Since it becomes a part of the metal itself and will not chip, peel, crack or flake — Armatech is a popular coating. When run through standard bend tests, it continues to resist these issues as well.
Additionally, Armatech will not affect dimensions by more than .0002″ per surface. It is recommended as a final process eliminating additional grinding and finishing operations for example.
With this in mind, it is designed for sliding wear in metal-to-metal applications — with excellent ability to retain lubricants.

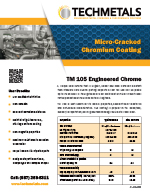
 When comparing to standard hard chrome plating, TM105 is brighter, harder and more corrosion resistant .
When comparing to standard hard chrome plating, TM105 is brighter, harder and more corrosion resistant .
Also, deposits can be plated up to 71 Rockwell C compared to standard chrome, which ranges from 64 to 67 Rockwell C. It’s brightness and low coefficient of friction make it ideal for molds and metal cutting tools for example.
In summary, TM105 is best known for its release, excellent wear, and anti seizure characteristics.
 Firstly, TM111 is an Electroless Nickel (EN) with a Hard Chrome deposit overlay. Secondly, the base of the EN provides a uniform corrosion resistant, barrier coating.
Firstly, TM111 is an Electroless Nickel (EN) with a Hard Chrome deposit overlay. Secondly, the base of the EN provides a uniform corrosion resistant, barrier coating.
Therefore, the TM111 EN Hard Chrome plating provides a hard, wear resistant surface. This deposit is usable on all ferrous and most non-ferrous metals.

 To clarify, TM119 is a specially engineered, dense hard chrome with the intention of impregnating it with PTFE (polytetrafluroethylene).
To clarify, TM119 is a specially engineered, dense hard chrome with the intention of impregnating it with PTFE (polytetrafluroethylene).
By doing so, PTFE enhances the release, wear and corrosion properties of the chrome.
Furthermore, it is most common in chrome deposits needing additional release and a low coefficient of friction — such as metal forming, tooling and molds for example.